فرایند کشش مفتول
صنایع مفتول ها
دسامبر 2, 2023مفتولشسته صنعتی
دسامبر 6, 2023
کشش مفتول
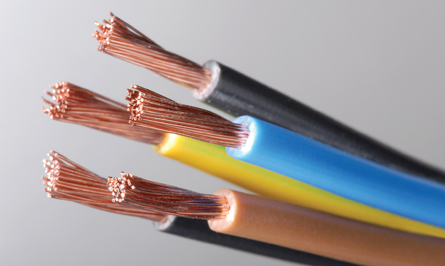
کشش مفتول یک فرآیند تشکیل فلز است که در آن از یک مفتول فلزی برای تولید قطعات با شکلها و ابعاد مختلف استفاده میشود. در این فرآیند، مفتول فلزی از طریق نیروی کششی به شکل دلخواه تغییر شکل میدهد.
فرایند کشش مفتول
اولین قدم در فرایند کشش مفتول انتخاب مفتول مناسب بر اساس نیازهای کاربردی است. این انتخاب بر اساس ویژگیهای فیزیکی مفتول مانند جنس، قطر، مقاومت و خواص مکانیکی صورت میگیرد. سپس مفتول برای فرایند کشش آماده میشود. این شامل پالایش و حفظ کیفیتهای مفتول میشود. در مرحله بعد، مفتول به شکل و ضخامت مورد نظر تسویه میشود. این مرحله شامل فرآیندهای سرد یا گرم میشود.
در این مرحله مفتول به اندازه مورد نظر کشیده میشود. این فرآیند ممکن است در دماهای مختلف (سرد یا گرم) انجام شود و به طول مفتول نیروی کشش اعمال میشود. پس از فرآیند کشش، ممکن است مفتول تحت فرآیندهای تقویت و آبکاری قرار گیرد تا خواص مکانیکی بهبود یابد.
مفتول به صورت دقیق برای بررسی کیفیت و اطمینان از اجتناب از هرگونه خطا یا ناهمواری مورد ارزیابی قرار میگیرد. مفتولهای کشیده شده پس از تایید کیفیت بستهبندی و جهت تحویل به مشتری آماده میشوند.
کاربردهای کشش مفتول
- صنعت ساختمان: مفتولهای کشیده شده در ساختمانسازی برای تقویت بتن و ساخت قطعاتی نظیر کابلها، ورقها و پیچها استفاده میشوند.
- صنعت خودروسازی: در تولید قطعات خودروها، مفتولهای کشیده شده به عنوان قطعات تقویتی در قسمتهایی از خودرو مانند کششها، فنرها و سیستمهای تعلیق به کار میروند.
- صنعت الکترونیک: در تولید قطعات الکترونیکی و مکانیکی، مفتولهای کشیده شده به عنوان قطعات تقویتی و اتصالات مکانیکی مورد استفاده قرار میگیرند.
- صنعت انرژی: در تجهیزات نفت و گاز، مفتولهای کشیده شده برای ساخت قطعاتی نظیر لولهها و کابلهای مقاوم در برابر فشار و کشش به کار میروند.
- صنعت تجهیزات ورزشی: در تولید تجهیزات ورزشی مانند توری های تنیس، مفتولهای کشیده شده به عنوان قطعات تقویتی استفاده میشوند.
- صنایع جواهرسازی: در تولید طلا و جواهرات، مفتولهای کشیده شده به عنوان مواد اصلی یا تقویتکننده مورد استفاده قرار میگیرند.
- صنعت پوشاک: در تولید فلزات مورد استفاده در لباسها و مدارک، مفتولهای کشیده شده برای افزایش مقاومت و استحکام استفاده میشوند
دستگاه دوزه کشش مفتول
دستگاه دوزه کشش مفتول یک تجهیزات مهندسی است که برای کشیدن مفتولها به دو نخ (دوزه) از آنها به منظور افزایش مقاومت و استحکام آنها استفاده میشود. این دستگاه در صنایع مختلف، به ویژه در صنایع تولید فولاد، فرآوری مواد فلزی، و صنایع مرتبط با متریالهای مشابه به کار میرود.
مراحل کارکرد دستگاه دوزه کشش مفتول
۱. تحمیل فشار اولیه: ابتدا، مفتول به دستگاه وارد شده و یک فشار اولیه بر روی آن اعمال میشود.
۲. دوزه کشش اولیه: مفتول توسط دو دستگاه که به آن دوزه کشش میگویند، به دو نخ کشیده میشود. این مرحله باعث تسطیح و کشش مفتول میشود.
۳. تحمیل فشار ثانویه: پس از دوزه کشش اولیه، یک فشار ثانویه بر روی مفتول اعمال میشود تا استحکام و خواص مکانیکی آن بهبود یابد.
۴. دوزه کشش ثانویه: دستگاه دوباره مفتول را به دو نخ کشیده و فشار ثانویه را اعمال میکند تا بهبودهای لازم در خواص مفتول حاصل شود.
فرآیند کشش گرم مفتول
فرآیند کشش گرم مفتول یک فرآیند حرارتی و مکانیکی است که در آن مواد فلزی به دماهای بالاتر از دمای اتاق گرم میشوند و سپس تحت تأثیر نیروهای کششی قرار میگیرند. این فرآیند به منظور بهبود خواص مکانیکی و شکلدهی فلزات به شکل مفتولی استفاده میشود.
- آمادهسازی مواد:
مواد اولیه به شکل بلوم یا بیلت آماده میشوند. این مواد ممکن است به دلیل فشارها و دماهای بالا نیاز به پیشآمادهسازی داشته باشند.
- گرمایش مواد:
مواد فلزی به دماهای بالا (دمای گرم) گرم میشوند تا به حالتی برسند که قابلیت شکلدهی بهتری داشته باشند.
مواد گرم شده به کمک دستگاههای کشش، به شکل مفتول کشیده میشوند. در این مرحله، مفتول به دلیل تأثیر گرما و نیروهای کششی شکل میگیرد.
- خنککننده:
مفتول حاصل، پس از فرآیند کشش، تحت خنککننده قرار میگیرد تا به دمای اتاق برسد و خواص مکانیکی آن تثبیت شود.
فرایند کشش سرد مفتول
ابتدا مواد اولیه، که معمولاً به صورت ناخالص از جنس فولاد، آلومینیوم یا آهنآلات هستند، آماده میشوند. این مواد به شکل میله یا تخته به اندازه مشخصی که قرار است مفتول از آن تولید شود، تهیه میشوند. مواد اولیه برای حذف آلایندهها و زنگ زدگیها شسته میشوند و تمیز میشوند.
مواد آماده شده به دستگاه کشش مناسب تغذیه میشوند. این دستگاه میتواند یک دستگاه کشنده مکانیکی یا دستگاه کشش هیدرولیک باشد.
در این مرحله، مواد تحت تاثیر نیروی کشش قرار میگیرند. این فرآیند در دماهای کمتر از دمای حرارتی استفاده شده در فرآیندهای کشش گرم انجام میشود. این باعث افزایش استحکام و مقاومت مفتول میشود.
مفتول در این مرحله به اندازه مورد نظر کشیده میشود. اندازهگیری دقیق اندازه مفتول و کنترل ضخامت آن در این مرحله انجام میشود. پس از کشش، مفتول به سرعت سرد میشود تا شکل و ابعاد نهایی خود را بگیرد. این مرحله به تثبیت ویژگیهای مکانیکی و ابعادی مفتول کمک میکند. مفتول به طول مورد نظر برش میشود و سپس بستهبندی میشود تا به صورت نهایی برای استفاده در صنایع مختلف آماده شود.
مزایای فرایند کشش مفتول
- دقت ابعادی:
فرایند کشش مفتول به طور کلی دقت بالایی در ابعاد مفتول ایجاد میکند. این دقت ابعادی میتواند برای صنایع دقیق و نیازمند به مفتول با ابعاد استاندارد مهم باشد.
- کنترل کیفیت بالا:
این فرایند امکان کنترل دقیق بر کیفیت مواد و خصوصیات مفتول را فراهم میکند. این امر باعث میشود که مفتولهای تولیدی با کیفیت بالا و خصوصیات مطلوب باشند.
- توانایی تولید مفتول با قطرهای مختلف:
فرایند کشش مفتول اجازه تولید مفتول با قطرهای مختلف را میدهد. این امر به تولید کمیت و چندین نوع مفتول با قطرهای متنوع امکان میدهد.
- توانایی تولید مفتول با خصوصیات متغیر:
این فرایند به تولید مفتول با خصوصیات متغیر از جمله مقاومت به کشش، استحکام و سختی مختلف اجازه میدهد. این امکان باعث میشود تا مفتولها براحتی با مشخصات مورد نیاز صنایع مختلف سازگار شوند.
- کاهش ضایعات مواد:
از آنجایی که فرایند کشش مفتول به صورت مستقیم از میلههای مواد اولیه استفاده میکند، میزان ضایعات مواد کاهش مییابد و باعث افزایش بهرهوری فرایند میشود.
- توانایی تولید مفتول با سطح صاف:
این فرایند معمولاً باعث تولید مفتول با سطح صاف و بدون ناهمواریهای زیاد میشود که این ویژگی در برخی صنایع، به ویژه در زمینههای دقیق، بسیار اهمیت دارد.
معایب کشش مفتول
معایب کشش مفتول ممکن است به عوامل مختلفی بستگی داشته باشد. برخی از معایب کشش مفتول عبارتند از:
- خستگی مواد: در مفتولها، به خصوص در شرایط کاربرد با تغییرات دما یا فشار، ممکن است خستگی مواد ایجاد شود که میتواند به کاهش مقاومت مفتول و در نهایت شکست آن منجر شود.
- خوردگی: در مواد فلزی مورد استفاده در مفتولها، خوردگی یکی از مشکلات اصلی است. این خوردگی میتواند باعث کاهش خصوصیات مکانیکی مفتول شود.
- حساسیت به محیطهای شیمیایی: برخی از مواد مفتول حساسیت به محیطهای شیمیایی دارند و در تماس با این مواد ممکن است افت خصوصیات کششی رخ دهد.
- حساسیت به دما: مقاومت مفتولها در برابر دماهای بالا یا پایین ممکن است کاهش یابد. این مسئله در برخی از کاربردها مهم باشد.
- عوامل محیطی: عوامل محیطی مانند رطوبت، نمک، و شرایط جوی ممکن است تأثیر منفی بر خصوصیات کشش مفتولها داشته باشند.
- تنشهای داخلی: فرآیندهای تولید و فرآیندهای حرارتی ممکن است تنشهای داخلی در مفتول ایجاد کنند که به عنوان نقاط ضعف عمل کنند.
تفاوت بین کشش سرد و گرم مفتول
1.کشش سرد:
- در کشش سرد، مفتول به طور مستقیم از وضعیت سرد فرآوری میشود، بدون نیاز به گرمای اضافی.
- مزیت این روش این است که مواد خام حفظ میشوند و انرژی کمتری مصرف میشود.
- مفتولهای کشش سرد ممکن است دارای مقاومت بیشتری باشند، اما انعطاف کمتری نیز داشته باشند.
2.کشش گرم:
- در کشش گرم، مفتول به صورت ابتدایی گرم شده و سپس شکل داده میشود.
- این روش معمولاً برای موادی استفاده میشود که نیاز به انعطاف بیشتر دارند.
- مفتولهای کشش گرم ممکن است دارای مقاومت کمتری باشند، اما انعطاف بیشتری داشته باشند.
شرایط مناسب برای کشش مفتول
شرایط مناسب برای کشش مفتول به عوامل مختلفی بستگی دارد، از جمله:
- مواد استفاده شده: مفتولهای فولادی، نایلونی، پلیپروپیلنی و غیره، هر کدام شرایط مناسبی برای کاربردهای خاص دارند.
- قطر و ضخامت مفتول: بسته به نیاز کشش و نوع کاربرد، قطر و ضخامت مفتول ممکن است متفاوت باشد.
- محیط کاری: شرایط محیطی از جمله دما، رطوبت، وجود مواد شیمیایی و … میتواند بر انتخاب مفتول تأثیر بگذارد.
- نیاز به انعطاف و مقاومت: برخی کاربردها نیاز به مفتولهایی با انعطاف بالا دارند، در حالی که در دیگر موارد، مقاومت و استحکام مفتول اهمیت بیشتری دارد.
- نیاز به مقاومت در برابر کشش و فشار: بسته به نوع کاربرد، میتواند نیاز به مفتولهایی با مقاومت بالا در برابر کشش و فشار باشد.
ماشین آلات کشش مفتول
ماشینآلات کشش مفتول برای کاهش قطر و افزایش طول مفتولهای فلزی استفاده میشوند. این فرآیند در صنایع مختلف مانند تولید سیمهای برق، کابلها، و محصولات فلزی کاربرد دارد. ماشینآلات کشش مفتول معمولاً شامل بخشهای زیر هستند:
- قفسههای کشش: مفتول از میان چندین قفسه کشش عبور میکند که هر کدام شامل یک جفت قرقره یا درام است. با عبور از هر قفسه، قطر مفتول کاهش و طول آن افزایش مییابد.
- سیستمهای خنککننده: در طول فرآیند کشش، مفتول داغ میشود و برای جلوگیری از تغییرات در خواص مکانیکی، خنک کردن آن ضروری است.
- سیستمهای روانکاری: برای کاهش اصطکاک بین مفتول و تجهیزات کشش، از روانکارها استفاده میشود که به بهبود کیفیت محصول نهایی نیز کمک میکنند.
- موتور و سیستم کنترل: این بخش شامل موتورهای برقی و سیستمهای کنترل الکترونیکی است که سرعت و تنش اعمالی بر مفتول را تنظیم میکنند.
استفاده از ماشینآلات کشش مفتول با کیفیت و تنظیم مناسب پارامترهای فرآیند، باعث تولید محصولاتی با کیفیت بالا و خواص مکانیکی مطلوب میشود.